Gestión de esfuerzos y/o movimientos
> para prensas manuales y neumáticas
EMG propone todo tipo de gestion de la fuerza y/o de la carrera gracias a soluciones de transductores de fuerza y liniales adaptadas a cada necesidad, para uncontrol de las piezas al 100%.
Es lacalidad garantizada por monitorización de los procesos industriale :
> Control de calidad permanente
> Control de proceso de fabricación
> Trazabilidad total
> Seguimiento de la producción
El aseguramiento de la calidad pasa por un control permanente del proceso.
Las prensas EMG, equipadas con sensores de fuerza y / o desplazamiento, permiten la producción de piezas compatibles desde el inicio del proceso de
producción.
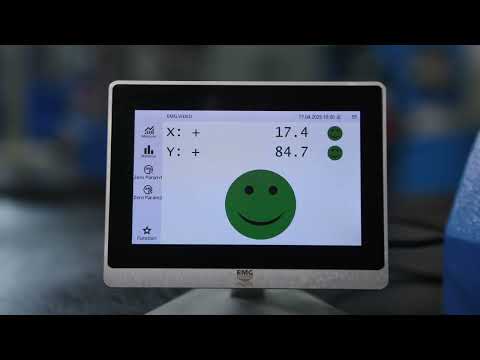
La detección de anomalías es inmediata si no se cumplen los parámetros solicitados, la unidad de monitoreo envía un mensaje “OK” o “NOK” por medio
de una pantalla óptica, una señal de sonido o bloqueando la prensa en su posición.
Esta señal le permite al operador aislar inmediatamente la parte defectuosa.
La información se almacena en la unidad de control y se puede exportar a un PC para fines de análisis, estadísticas o archivo
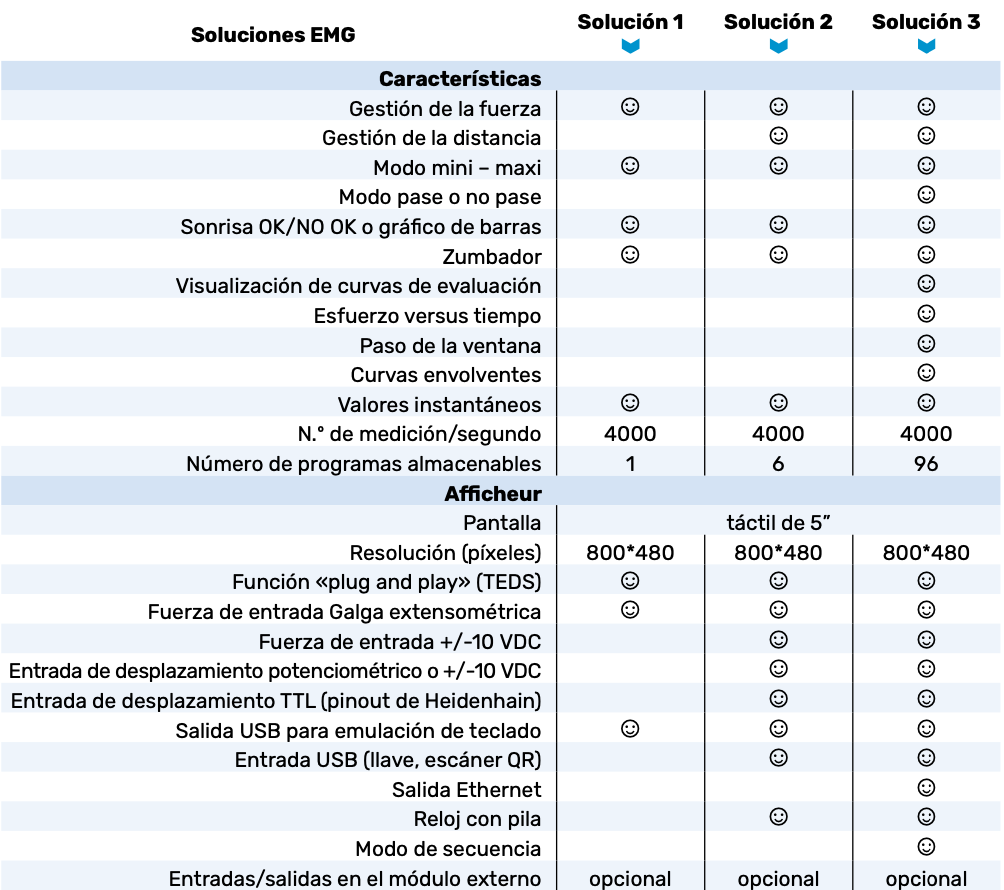
Tres soluciones estándares existen dentro de la gama
> Soluciones específicas pueden ser propuestas en función de la necesidad del cliente
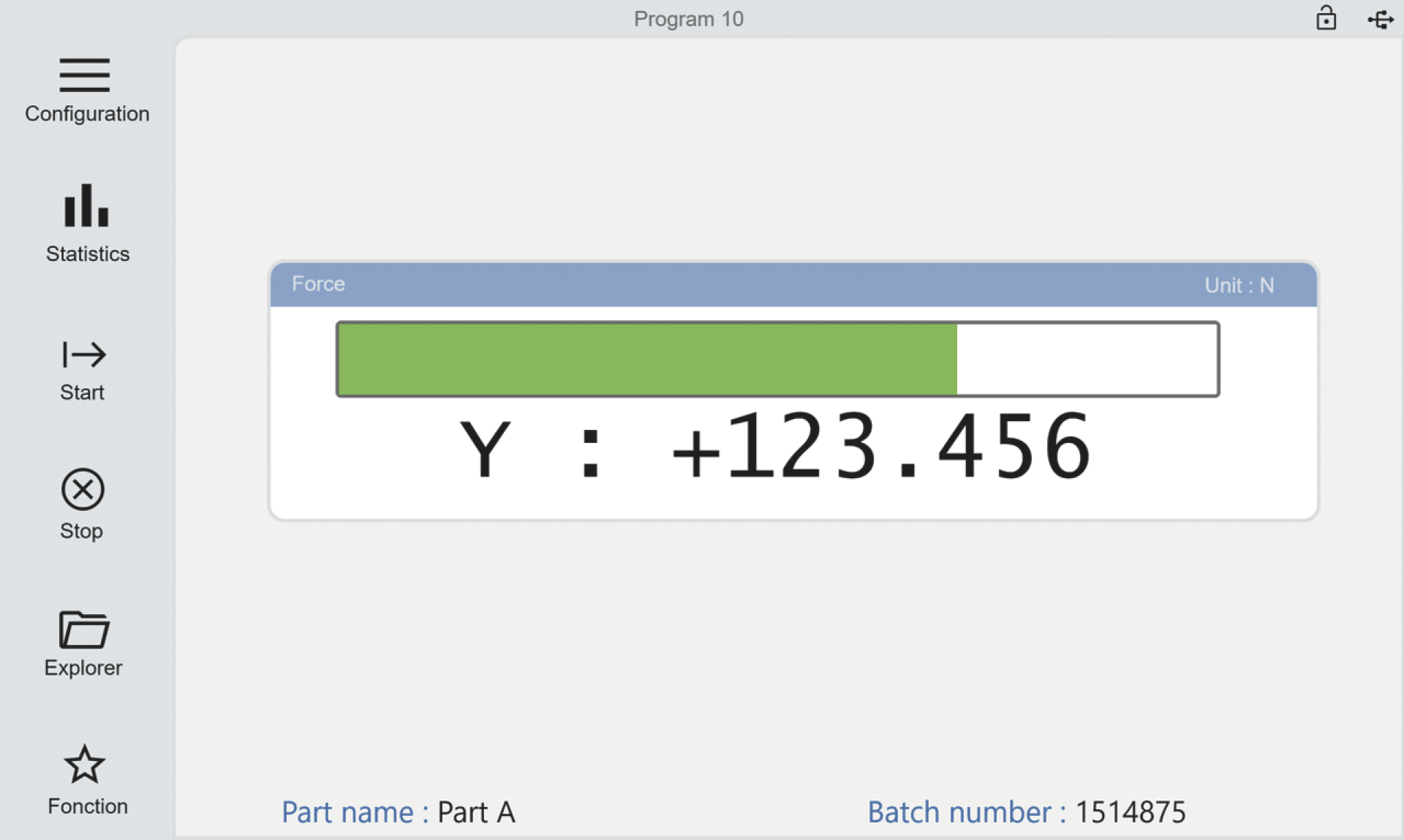
Solución 1
> Fuerza
> Umbrales mini / maxi
La solución 1 permite evaluar la fuerza de forma instantánea o preestableciendo una fuerza mínima y máxima. Un sonriente verde o rojo o un gráfico de barras, junto con un zumbador, indicarán el buen funcionamiento del ciclo de prensado. Los valores máximostambién están disponibles.
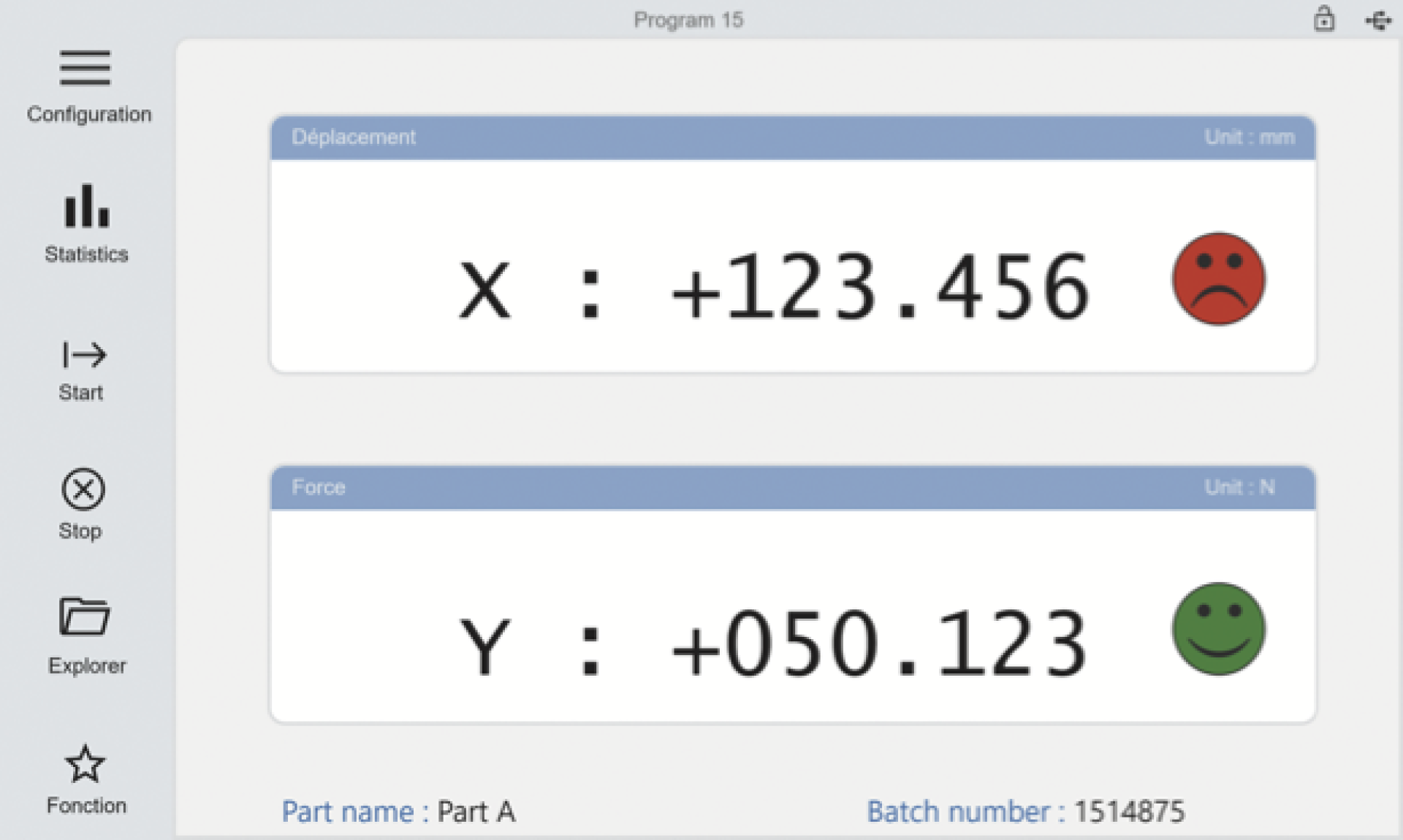
Solución 2
> Fuerza
> Desplazamiento
> Umbrales mini / maxi
La solución 2 permite evaluar la fuerza y el desplazamiento de forma instantánea o preestableciendo una fuerza y una carrera mínima y máxima. Un sonriente verde o rojo o un gráfico de barras, junto con un zumbador, indicarán el buen funcionamiento del ciclo de prensado. Los valores máximos también están disponibles.
Solución 3
> Fuerza
> Desplazamiento
> Curvas
La solución 3 permite evaluar la fuerza y el desplazamiento fijando umbrales, ventanas o curvas envolventes. La curva de evaluación aparecerá instantáneamente en la pantalla. Un sonriente verde o rojo, junto con un zumbador, indicará que el ciclo de prensado funciona sin problemas.
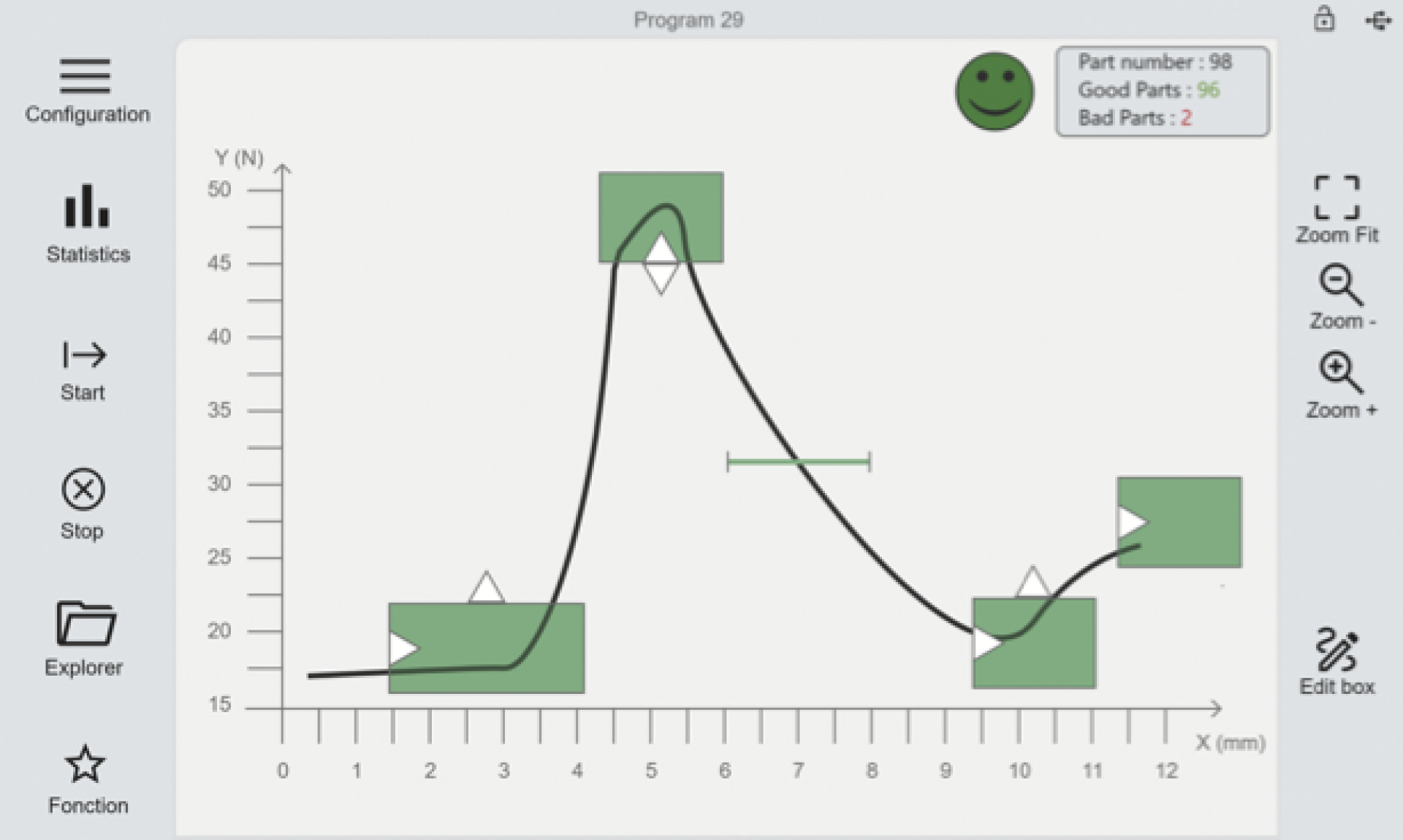
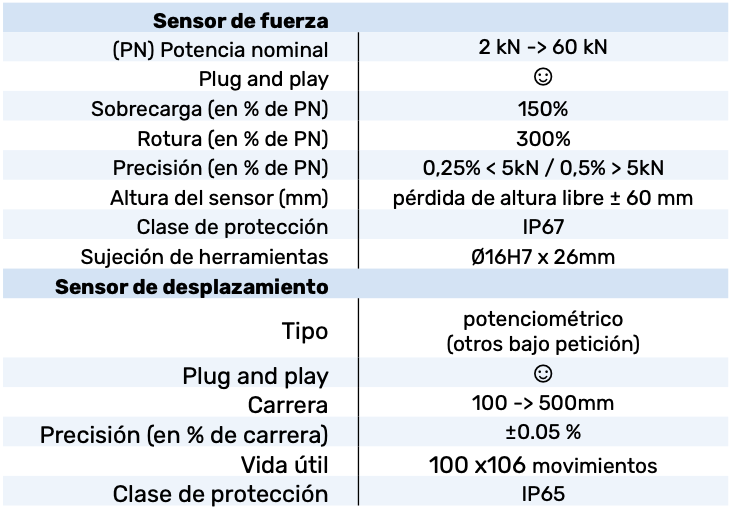
TABLA DE CARACTERÍSTICAS

Blog